2021-06-01 09:52
一个构件在生产、加工及处理过程中,受到了不均匀应力场、应变场、温度场、材料组织的不均匀性等内在和外在的影响,在构件完成后仍然保留下来的应力。构件在没有外部因素作用下,构件内部保持平衡而存在的应力。
当一个构件承受载荷超过了弹性极限范围,卸去载荷后构件内残存的应力。
⑴热处理产生的残余应力
⑵表面处理产生的残余应力
⑶切削和磨削产生的残余应力
⑷冷加工产生的残余应力
⑸铸、锻造产生的残余应力
⑹电镀产生的残余应力
⑺焊接产生的残余应力
残余应力分析仪可快速、轻松分析齿轮、轴承、轧辊、曲轴、凸轮轴、压力容器管道以及其它一些零部件在热处理、机加工、焊接、喷丸、滚压等处理过程中产生的残余应力。有效避免有害的残余应力对工件的抗疲劳强度和耐蚀性能的降低,延长工件使用寿命,避免造成重大事故。而有些零件引入有益的残余应力,如滚压、喷丸等可提高工件的表面性能。因此,残余应力的精确测量变得非常必要。
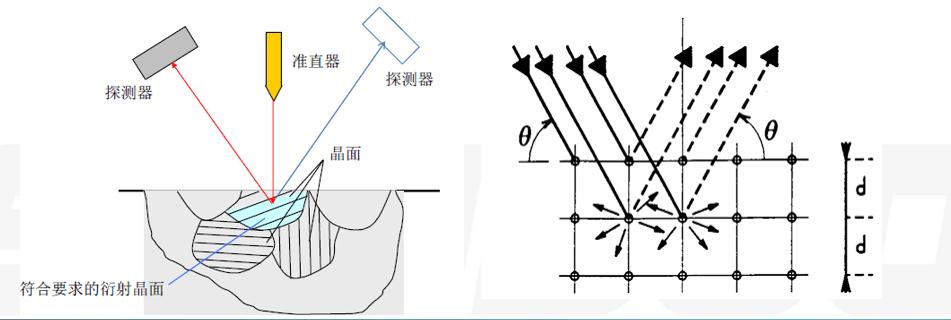
⑴ 宏观应力:由构件的不同部分的宏观变形不均匀性 引起的,或不均匀外部载荷引起的应力,即体积应力(较大的材料区域),宏观尺寸范围内的平衡。
⑵ 微观应力:它是由晶粒或亚晶粒之间的变形不均匀性产生的,即组织内部应力或结构的残余应力(材料较小的范围内),在晶粒尺寸内的平衡。
⑶ 晶格畸变应力:它是由构件在塑性变形中形成的大量点阵缺陷引起的,或各晶粒内部存在的不均匀的残余应力、位错引起的不均匀变形的应力(极小的材料 区域内),单个晶胞内的平衡。
工件在热处理时形成的畸变与裂纹,就是这些内应力综合作用的结果。同时,在热处理应力的作用下,有时会使工件的某一部分处于拉应力状态,而另一部分处于压应力状态,有时可能使工件内部各部分的应力状态分布十分复杂。对此,应根据实际情况加以分析。
一、热时效法
⑴回火 加工变形→焊接→淬火→温度→时间→速度
⑵电阻法 直接加热→局部
二、机械法
⑴静载法 自然时效
⑵振动时效法 共振和谐波→激振→控制和检测
⑶滚压法 压应力→疲劳强度→光洁度→开裂、寿命
⑷喷丸法 压应力→抗疲劳→提高硬度→耐腐蚀








 气候环境实验
气候环境实验 机械环境实验
机械环境实验 移动产品验证
移动产品验证